今回の遊びを始めてからマメに更新出来てますね。
こーゆー洒落みたいな遊びはやはり大好きなのであります。
で、今回はまだエンクロージャーは完成してませんが、その過程のお話し。
フィラメントの変更でスライサーのセッティング変更
今回、スピーカーの箱を作るのにフィラメントが無くなっていたいので、新しいフィラメント購入したワケですが、前回同様のモノを注文したのに何故かフィラメントの送り出しが悪い...。
ノズル詰まらせたか?
とか
フィラメントの径が間違ってる??
とか色々見たけど解消出来ない。
そして色々考えた末、もしかしてフィラメントの質が変わったのでは??
に至り、設定温度を変更する事に。
今までは230度でしたが、240度でもイマイチ。
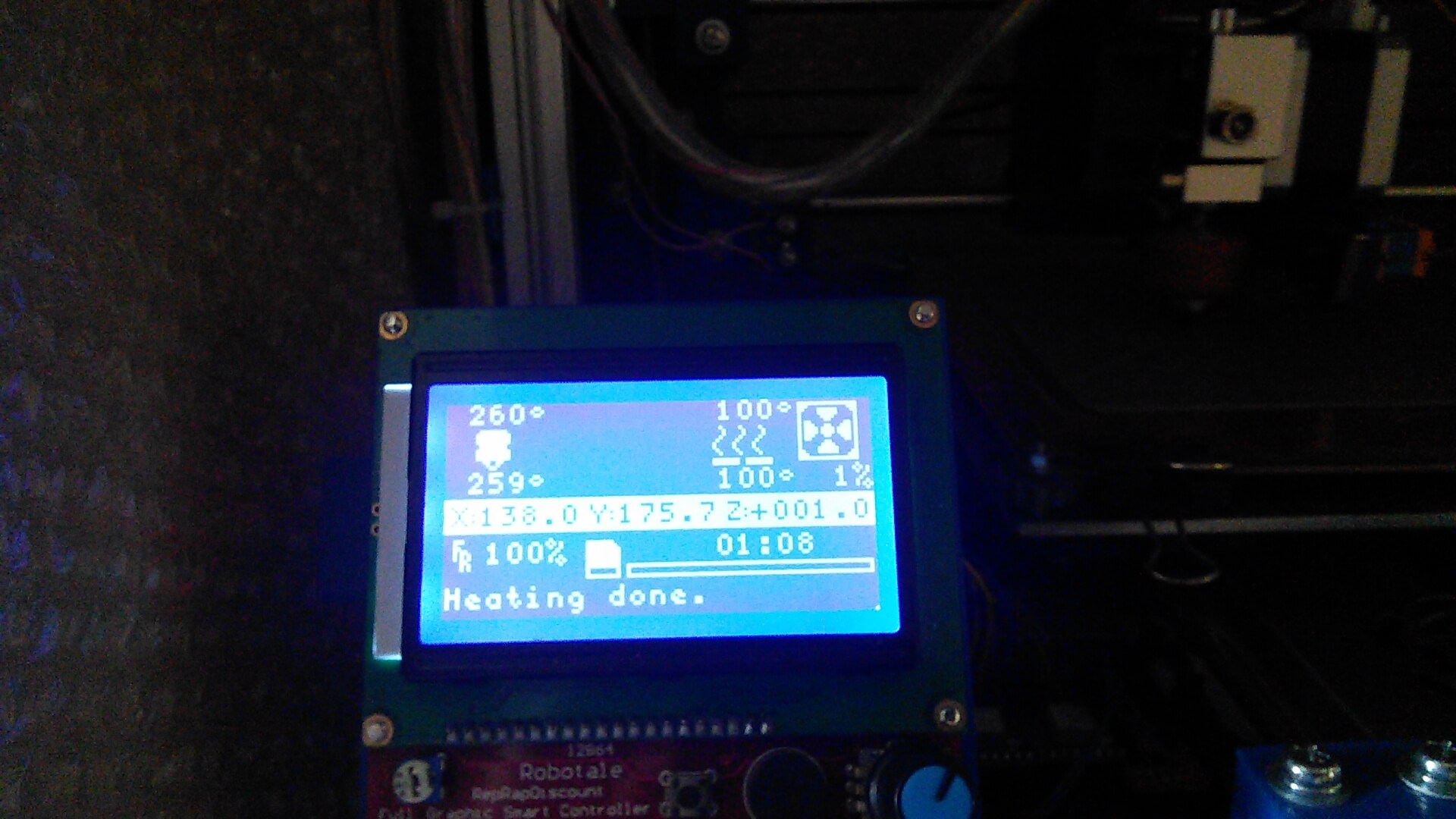
なので260度まで上げてみたトコロ、何とか引っかかりなく吐出している。
といってもたまに詰まり気味の挙動は出ている...。
多分だけど、妙に色が濃くてパッと見綺麗な感じのフィラメントだったから、顔料増えたか??
そもそもABSの質が変わったかな? なんか硬い感じしたし。
この手のフィラメントで安価なヤツはほぼほぼチャイニーズ。
仕様なんてバシバシ変わるワケですが、せめて設定温度は記述して欲しいトコロですな。
販売店にしても単なる金儲けでしょうから、調べるワケも無くずっと230度のままなワケで アングラ故にとても微妙です。
スライサー自体も変更してみた
今までスライサーは主にKISSlicerを使っていたのですが、ずっと1層目の作り方が好きになれなかったので変えてみる事に。
Slic3rに戻してみたワケですが、厳密にはSlic3rの古いバージョンに戻しました。
Slic3rってバージョンによって少し充填具合が違うんですよね。
新しいバージョンだとKISSlicerに近くなる感じなんですが、KISSlicerより少し荒れる。
なので古いSlic3rにしたのですが、こっちのほうが比較的安定する。
特に1層目は安定する。
元々僕の持ってる3DプリンターはSlic3rでセッティングするように説明にあったので、Slic3r使用状況で開発されているんだと思う。
それぞれから吐き出されるのGコードの中を以前確認したけど、結構コードが違うので相性みたいなモノがあるのかも知れない。
コードの相性っていうより3Dプリンターの仕様による相性。
バッフル面のみ完了
という事で、昨日の深夜に3Dプリンター君に徹夜で頑張ってもらってバッフル面のみ完成。

これはまだ240度でやったヤツ。
何故かこの時はある程度スムーズだった。
ただ、テーブルのペーパー掛けが相変わらず甘いままなのが原因か、大きいモノを出力すると4隅が縮みで沿ってしまう。
スプレー糊吹いたり、ビルドタックを買えば もっとガッツリ食いついてくれるんだと思うんだけど、今のトコロ精度を求めて無いんで、どうにも面倒でちゃんとする気になれない...。
3Dプリンタ用シートBuildTakビルドタックは割とするし、小さいのは全く問題無いから余計になんだけど、もしこのまま箱製作が趣味のようになるなら、反り防止も真面目に考えよう。
ついでに音出し
どんな状態であろうと、ユニットを付けたら音を出してみたくなるものです。
背面が完全に開放されてるのでスカスカな感じの音ですがボリュームを上げてみたトコロ、あっという間に破たんwww
バッフルのせいじゃないよね? と思ってユニット単体で鳴らしてみたけど やっぱりあっと言う間に音が破たんします。
流石2個で500円。
ブログとかでオーディオとして評価してる人も見かけていたユニットでしたが、オーディオとしては評価するユニットじゃないような...。
遊び、実験用としてはコストパフォーマンス高いと思うけど、所詮500円ですwww。
そんな感じで 次回こそエンクロージャーが1個は出来ていると思います。
ではでは