
積層型の3Dプリンターで悩ましいオーバーハングのプリントに付いて考えてみました。
当然、サポート材を使えばある程度行いけるのですが、サポートを使い難い状況も出ると思うので、サポート無しでどこまで改善出来るかのテスト。
ABSでもクーリングが必要?
積層型の3Dプリントでオーバーハングの出力をすると反りとの闘いになると思います。
この反りはABSの熱伸縮が原因なはずで、加熱されて出てきた樹脂が冷えていく中で縮みが発生し中央に寄ろうとして端が反る感じだと。
なので、出来るだけ温度変化が少ないと発生し難いとあったので、まずはプリンターボックスを制作。

実験てな感じなので安いMDFとヒンジをプリントして制作。
後でヒンジじゃなくでコーナー材を作れば良かったと後悔。
内側にエアパッキンを張り付けてデットエアの確保。
これで少しは冬でも温度を保てるはず。
しかし、これだけではまだオーバーハングに激弱。
プリントノズルを冷やしてみる
3Dデータのシェアサイトを見ていると良く出ているのがファンダクト。
どうやらノズルを冷やしたり、印刷物を冷やしたりする為に送風しているらしい。
PLAでは有効だと何かで読んだ事があるけど、シェアされてるページの英語を見ている感じABSでもやっている人がいるっぽい。
オーバーハング部分ではファンを回して少し冷やした状態で積層させる事で温度変化を小さくして反りを抑える考えな気がする。
と言うことでやってみた。

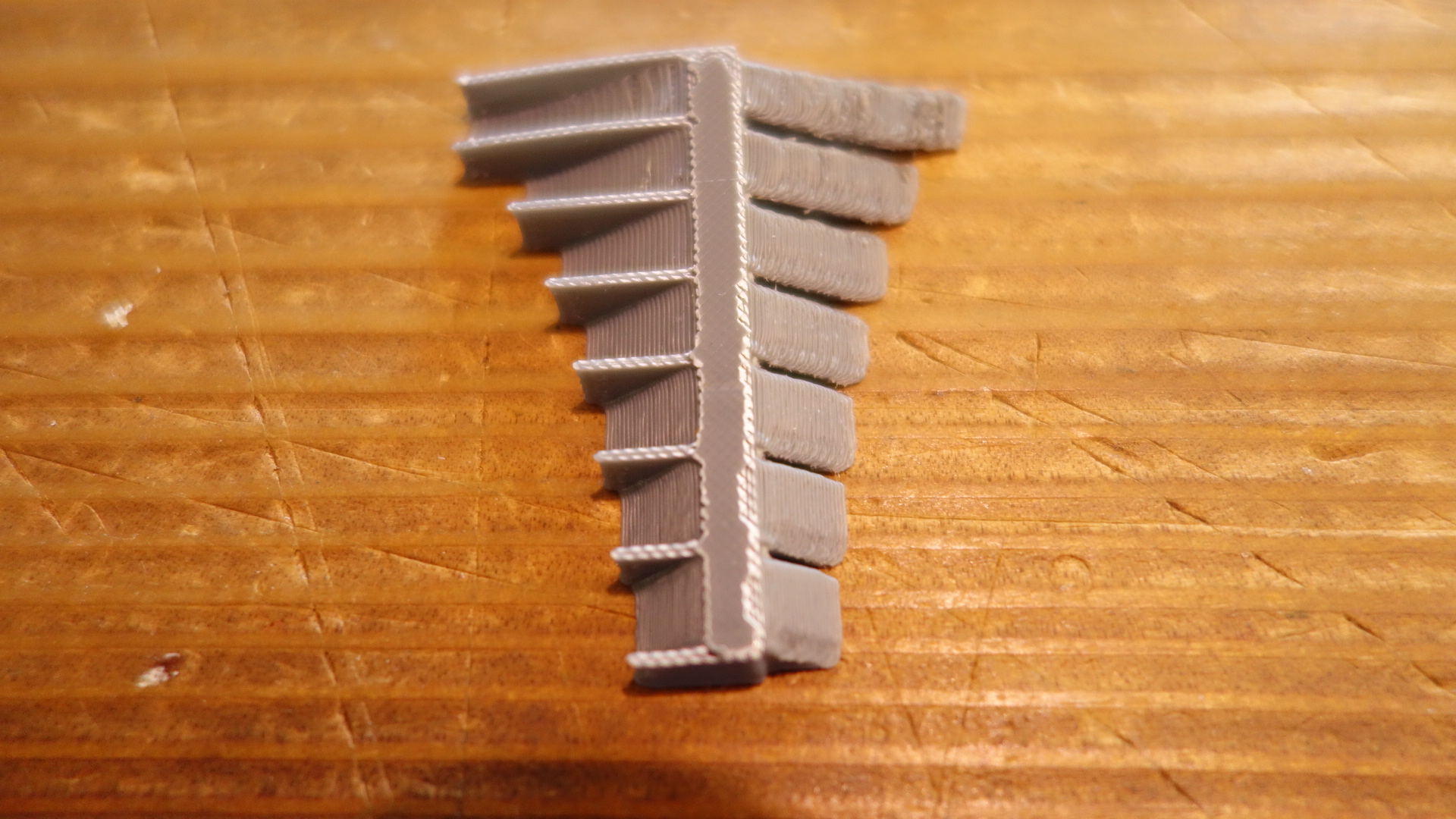
オーバーハングのテストデータを3パターンで出力。
左から
slic3r でラフト付き
kisslicer でラフト付き
slic3r でラフト無し。
とりあえず、サポート無しでも最後まで行くにはいったようです。

一番きれいだったのはslic3r のラフト付き。
反りが発生しやすい造形はラフトがあったほうが色々と良い。
kisslicer のラフト付きもさほど変わらない結果だった。
部分的にはslic3rよりも綺麗に出たトコロもある。

slic3r のラフト無し。
40度位までは何とかいってる。
アングルがあれば25度位まで問題無し。
この結果を見ると、やっぱりABSでも少しクーリングしたほうが良い結果になるかも知れないと感じました。
ナカナカ奥深いです 3Dプリンター。







